안녕하세요? 이엔지베이는 구조해석 컨설팅 & 용역 전문 업체입니다.
강 구조물의 피로현상에 대해 장편에 걸쳐 포스팅을 개시할 계획입니다.
현업에서 경험할 수 있는 다양한 피로 현상과 용접의 피로 균열에 대한 내용을 다루게 됩니다.
1. 잔류응력과 제거기법
용접부의 잔류응력 상태에서 외부 하중이 작용할 경우로 외부 하중에 의한 Stress range는 R-ratio와는 관계없이 항복 강도를 기준으로 진폭을 형성합니다(그림 1).
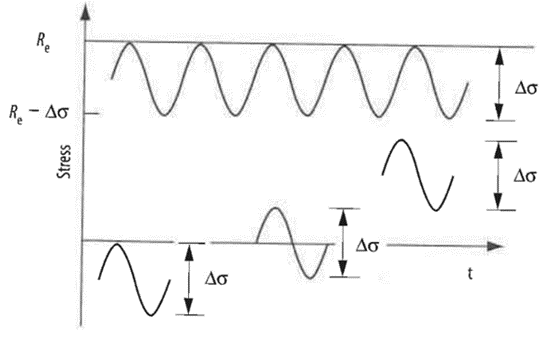
잔류응력과 외부 하중에 의한 Stress range는 중첩이 되고, 이 Stress range가 R<0이거나 압축 하중이라면 균열이 닫히는 현상이 발생할 수는 있지만 이미 항복강도만큼의 인장 잔류응력이 작용하고 있는 용접부의 관점에서는 인장 상태에서 반복하중이 작용하고 있을 뿐입니다.
잔류응력 상태에서의 외부 하중에 의한 압축 응력은 균열 닫힘 현상은 발생시키지만 피로 강도에는 기여하지 못합니다. 왜냐하면 인장 잔류응력이 항복강도에 준할 정도로 높게 작용하고 있고 그 인장 응력 상태에서 중첩하여 압축 사이클이 작용하므로 용접부 관점에서는 단지 인장 사이클이 발생하는 것 밖에 되지 않기 때문입니다.
따라서, 하중 사이클에 압축이 존재(R<0) 하고 그 압축 하중에 의해 균열의 닫힘 효과를 얻어 피로 강도를 증가시키고자 한다면 잔류응력 제거처리를 해야만 그 효과를 누릴 수 있다고 이해해야 합니다.
즉, 우리는 위 내용을 통해
압축 사이클(R<0)이 있는 경우에만 잔류응력 제거처리가 효과가 있다.
라는 결론에 도달하게 됩니다.
그림 2는 각기 다른 mean stress에서 진행된 longitudinal 방향 보강재가 있는 시험편의 피로 시험 결과입니다.
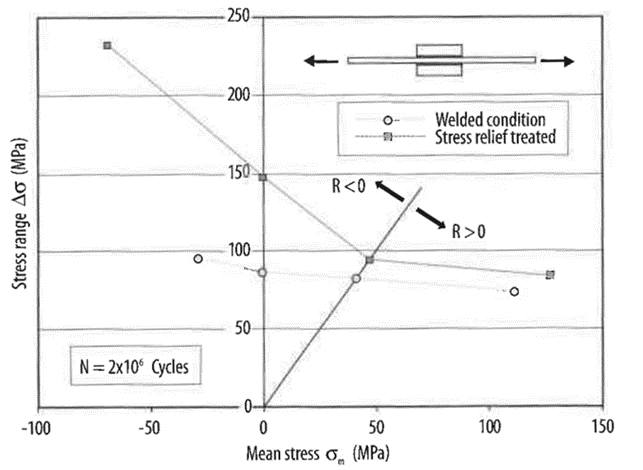
그림 2를 보면 잔류응력 제거 처리를 한 시편과 그렇지 않은 시편에 대한 피로 강도를 확인할 수 있는데, R<0인 상태 즉 압축 사이클이 외부 하중으로 작용하는 경우에만 유의미한 피로 강도 향상 효과를 확인할 수 있습니다.
또한 우리는 그림 2를 통해 용접부의 경우 mean stress가 피로 강도에 별다른 영향을 미치지 못한다는 것을 확인할 수 있습니다.
일반적으로 mean stress를 고려한 피로해석이 많이 수행되지만, 용접부의 경우 보다 더 특별한 계산이 필요하다는 의미이기도 하겠죠.
해당 내용을 이해하기 위해선 R-ratio, mean stress 등의 의미를 정확히 알아야 하며 해당 내용은 앞서 포스팅한 이력이 있지만 아래 그림을 통해 한 번 더 강조하겠습니다.

R-ratio, mean stress는 하중 사이클에 압축 및 인장 성분의 비율이라고 이해할 수 있고 R<0으로 음의 값을 가질 때 하중 사이클은 압축이 지배적이라 할 수 있습니다.
이제 우리는 잔류응력과 R-ratio에 의한 피로 강도의 변화를 계수로 정의하여 피로 설계에 반영합니다. 우리는 이 계수를 Stress alternation factor, Φe로 정의합니다.
2. 피로 강도 향상을 위한 용접 후처리
용접부에서의 국부적인 응력 집중과 다양한 결함들 그리고 잔류 응력의 영향으로 피로 강도는 감소하게 됩니다. 때문에 이러한 요소들을 해소하기 위해 후처리가 필요합니다.
물론 높은 응력이 작용하는 지점에서는 용접을 피하는 것이 최선입니다.
후 처리 방법은 크게 2가지로, 용접 토우 측면부의 국소 형상을 개선하는 방법과 압축 잔류 응력을 분포시키는 방법으로 구분됩니다.
<국소형상 개선 법, (A)>
- 용접비드(덧살, reinforcement)의 가공 또는 표면 연삭
- 용접 토우의 가공 또는 연삭
- TIG, 플라즈마, 레이저를 이용한 국소 재용융
<압축 잔류 응력을 도입하는 방법, (B)>
- Cold hammering; Peening (Hammering, Needle Hammering, Shot Peening, “Ultrasonic Peening” (UP) and “Ultrasonic Impact Treatment” (UIT)
- Local compression (coining)
- Overloading
A의 목적은 용접 토우에서 발생하는 균열을 제거 또는 감소시켜 균열의 성장을 지연시키는 것입니다. 용접부를 매끄럽게 해서 반경을 높이면 응력 집중이 줄어들게 됩니다.
B의 목적은 용접 토우 옆 영역에 압축 응력을 분포시켜 피로 강도를 향상시키는 것입니다. 이렇게 부여된 압축 응력(“pre-stressed)은 피로 균열에 작용하는 인장 잔류 응력을 극복하는 요소로 작용하게 되며 균열 닫힘 현상을 유발하여 피로 강도를 증가시키게 됩니다.
2.1 가공 및 연삭
역사적으로 후 처리의 가장 보편화된 방법으로 용접 토우의 국부적인 형상을 disc grinder 또는 rotary burr grinder로 가공 및 연삭합니다.
언더컷 등의 결함을 완전히 연마하는 것이 중요하며 연마 깊이는 결함 깊이의 +0.5 mm 만큼 수행합니다.
단, 연마 과정에서 총면적의 10% 이상이 감소되지 않도록 해야 합니다.
2.2 TIG 드레싱
용접 토우를 TIG 용접기로 용융시키는 방법입니다. 이 과정에서 토우 형상이 개선되고 고열의 가공으로 내부 기공과 내포물이 표면으로 떠오르게 됩니다.
그림 3은 필릿 용접에서의 TIG 드레싱 유무를 보여줍니다.

TIG 드레싱은 고열 반응을 동반하므로 고강도강의 경우 강도를 잃고 연성이 부여될 수 있습니다. 연성 작용이 피로 강도를 저하시키지는 않지만, 정적 하중 상황에서 용접부에 높은 하중이 인가되면 문제가 될 수 있으니 유의해야 합니다. 해당 내용은 정적 설계에서 고려되어야 합니다.
2.3 콜드 해머링(피닝)
재료가 반복운동을 하는 공구 또는 숏-피닝으로 냉간 가공되는 공정을 말합니다. 압축 응력을 생성하고 국부적인 형상 특성을 개선하는 효과가 있습니다.
용접부의 블라스팅(blasting)은 피로파괴와 관련해서 “전체적인 보호”를 제공해 주며, 초음파 피닝(UP)과 초음파 충격 처리(UIT)는 비교적 사용이 쉽고 기존의 콜드 해머링보다 친환경적(진동, 소음 감소)입니다.
2.4 Local compression(coining, 압인)
압인은 재료를 국부적으로 눌러 소성변형을 발생시켜 압축 응력을 생성시킵니다. 이 기법은 스팟 용접이나 스티프너의 양 끝과 같이 높은 노치 효과가 예상되는 곳에 주로 사용됩니다.
2.5 Overloading
압력 용기나 크레인과 같이 하중 방향이 변하지 않는 구조물에 주로 사용되는 기법입니다.
구조물에 공칭 항복 강도 이상의 하중을 인가하면 노치 효과가 있는 영역에서 소성 변형이 발생하게 되고, 다시 하중을 제거하면 해당 영역에 압축 응력이 발생하게 됩니다.
이 방법의 장점은 용접 토우뿐만 아니라 내부 노치 및 용접 루트까지도 압축 잔류응력을 생성시킬 수 있다는 점입니다.
2.6 Stress relief annealing
열처리를 통한 풀림(annealing) 작용은 위에서 언급했듯이 잔류응력 제거 효과가 있으나 하중 사이클에 압축 하중이 존재하는 경우일 때만 피로 강도 향상에 도움이 되므로 특수한 경우에만 사용합니다.
위에서 언급한 다양한 방법들은 대부분 용접 토우만을 개선하기 위한 방법이므로 루트면에 대한 문제가 발생할 수 있음을 항상 인지해야 합니다. 저번 포스팅에서 언급했듯이, 용접 후처리를 수행하기 전 용입 깊이나, 용접 목 두께에 대한 충분한 검토가 선행되어야 합니다.
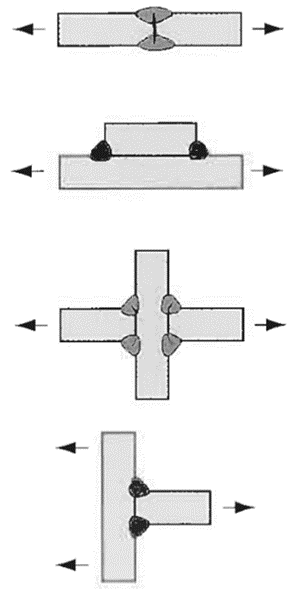
그림 4는 후 처리를 수행하기에 적합한 하중 상태를 나타냅니다.

그림 5에서 제시된 하중 상태에서는 루트에서 균열이 시작될 가능성이 크므로 후 처리에 각별히 주의해야 합니다.
저번 포스팅에서 언급했듯이, Longitudinal 하중 방향을 갖는 구조물의 경우 이미 충분한 피로 강도를 가지므로 후 처리의 효과가 미미합니다.
또한, 후 처리는 고주기 하중 조건(1만 사이클 이상)에서 효과가 크고 저주기 하중 조건에서는 효과가 작습니다.
IIW에서는 용접 후 처리가 피로 강도를 약 30%까지 증가시킬 수 있다고 명시하고 있습니다. 하지만 후 처리로 달성할 수 있는 최대 피로 강도는 FAT 112 MPa 수준이라고 명시하고 있습니다.
이상으로 “용접의 잔류응력과 후 처리 방법”에 대해 알아보았습니다.
다음 시간에는 “용접 품질 및 결함의 평가”에 대해 알아보겠습니다.
감사합니다.
CAE 용역&컨설팅 전문 업체 ENGBAY
ENGBAY는 다년간의 설계 및 해석 경험을 바탕으로 단순한 해석 결과 도출이 아닌, 제품 개발에 필요한 원천적인 솔루션을 제시해 드립니다.
제품 개발 중 발생할 수 있는 다양한 문제들을 CAE Simulation을 통해 효과적으로 해결하세요!
ENGBAY가 여러분의 개발 과제를 도와드립니다.
구조해석 & 유동해석을 활용하면 개발에 투입되는 자금을 획기적으로 줄일 수 있습니다.
아래 링크를 통해 다양한 해석 정보를 확인하실 수 있습니다.
출처
[1] Hobbacher, A. Recommendations for fatigue design of welded joints and components. International Institute of Welding, document XIII-1965-03/XV-1127-03.
[2] Eriksson, A., Lignell, A-M., Olsson, C., Spennare, H. Svetsutvardering med FEM Handbok for utmattningsbelastads konstruktioner (in Swedish). VI, Industrilitteratur 2002, ISBN 91-75-636-9.
[3] Fogningshandboken Sammanfogning av hoghallfasta stal. SSAB Tunnplar AB, 2004.
[4] Platbandboken, utgava VII. SSAB Borlange: s.n., 1997.
[5] SSAB Design handbook, www.ssab.com/ko-kr
이엔지베이에서 제공하는 모든 콘텐츠는 관련 법의 보호를 받습니다.
모든 저작권은 이엔지베이에 있으며 출처 외 콘텐츠의 무단 복사,배포,편집을 금합니다.
'구조설계' 카테고리의 다른 글
| 피로 설계 7 : 하중 사이클 분석(Load Cycle Analysis) (0) | 2023.09.22 |
|---|---|
| 피로 설계 6 : 용접 구조물의 피로 Part 3 - 용접 품질 및 결함의 평가 (0) | 2023.09.22 |
| 피로 설계 4 : 용접 구조물의 피로 Part 1 - 노치효과 및 최적 목 두께 선정 (2) | 2023.09.21 |
| 피로 설계 3 : 모재(Non-welded material)의 피로 (0) | 2023.09.20 |
| 피로 설계 2 : 강 구조물의 피로 설계(Fatigue Design) 방법 (0) | 2023.09.20 |



